在化工产业密集的黄岩地区,污水处理是保障生态环境与工业可持续发展的关键环节。化工生产过程中产生的废水成分复杂,含有高浓度的有机物、重金属及有毒有害物质,若未经妥善处理直接排放,将对水体和土壤造成严重污染。因此,高效、可靠的污水处理设备及系统的安装与运营,成为黄岩化工厂必须面对的核心课题。
1. 黄岩化工厂废水特性与处理挑战
黄岩地区的化工厂涵盖染料、医药、农药、合成材料等多个领域,其废水通常具有以下特点:水质水量波动大、污染物浓度高、可生化性差、含有生物抑制性物质及盐分高等。这些特性使得传统污水处理工艺难以直接适用,需要针对性的预处理和深度处理组合。常见的难点包括:如何有效去除难降解有机物,如何处理高盐废水以避免对微生物的抑制,以及如何实现资源回收与废水回用。
2. 关键污水处理设备及其安装要点
针对化工废水的特性,黄岩化工厂常用的污水处理设备包括:
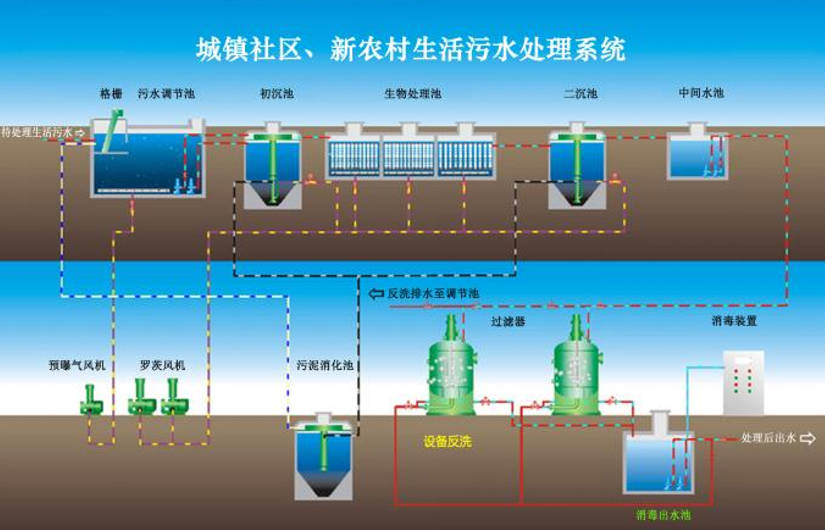
- 预处理设备:如格栅、调节池、中和池、沉淀池等,用于去除悬浮物、调节水质水量、调整pH值。安装时需确保设备材质耐腐蚀(如采用不锈钢或FRP),并设计足够的缓冲容量以应对水质波动。
- 生化处理设备:如厌氧反应器(UASB、IC)、好氧反应器(活性污泥法、生物接触氧化法、MBR膜生物反应器)。其中,MBR技术因其高效的固液分离能力和出水水质稳定,在黄岩地区日益普及。安装时需重点关注曝气系统、膜组件的维护空间及自动化控制系统的集成。
- 深度处理设备:如高级氧化设备(臭氧、Fenton)、吸附设备(活性炭、树脂)、膜分离设备(反渗透、纳滤)等,用于进一步去除难降解污染物及脱盐。安装需考虑药剂投加精度、能源消耗及浓缩液的处理方案。
设备安装过程中,必须遵循“设计-采购-施工-调试”一体化原则,确保各单元衔接顺畅。基础施工需符合地质要求,管道布局应避免死角和腐蚀,电气与自控系统需实现远程监控与智能报警,以提升运行稳定性与安全性。
3. 一体化污水处理厂的优势与应用
随着环保标准日益严格,黄岩地区越来越多的化工厂倾向于建设一体化污水处理厂。这种模式将预处理、生化处理、深度处理及污泥处理等多个单元集成于一个紧凑的系统内,具有显著优势:
- 占地节省:模块化设计适应化工厂空间有限的现状。
- 处理效率高:通过优化流程,缩短水力停留时间,提升污染物去除率。
- 运行灵活:可根据进水水质变化快速调整工艺参数,抗冲击负荷能力强。
- 智能化管理:依托物联网与大数据,实现实时监测、预警与节能控制,降低人工成本。
在黄岩的实践案例中,某染料化工厂采用“调节池+微电解+Fenton氧化+厌氧好氧+MBR+反渗透”的一体化工艺,出水COD降至50mg/L以下,回用率超过70%,有效实现了废水减量化与资源化。
4. 未来发展趋势与建议
面向黄岩化工厂污水处理将朝着更绿色、更智能的方向发展:
- 资源回收:从废水中提取有价值物质(如染料中间体、金属离子),发展循环经济。
- 低碳处理:推广厌氧消化产沼气、太阳能驱动等节能技术,降低碳足迹。
- 智慧水务:深度融合AI算法,实现故障预测、工艺优化与全生命周期管理。
对于黄岩的化工厂而言,选择污水处理设备与建设一体化污水处理厂时,应优先考虑技术与当地水质特征的匹配度,强化前期中试与后期运营培训,并积极对接地方环保政策,确保处理效果持续达标。唯有通过技术创新与科学管理,才能实现化工生产与环境保护的和谐共赢,守护黄岩的绿水青山。